Strefy czasowe



| Dzisiaj jest: Poniedziałek |
| 18 Sierpnia 2025 |
| Imieniny obchodzą Agapit, Bogusława, Bronisław, Bronisz, Helena, Ilona, Klara, Tworzysława |
| Do końca roku zostało 136 dni. Zodiak: Lew |
Indukcyjna termoliza opon
Wprowadzenie
Surowce są ważnym fundamentem naszej cywilizacji, niektóre z nich są bardzo kosztowne inne zaś mają ograniczone zasoby, których przy nieracjonalnej gospodarce może zabraknąć.
Jedynym racjonalnym rozwiązaniem jest powtórny odzysk surowców z produktów odpadowych poprzez ich recykling i odzysk energii.
W porównaniu z innymi krajami w Polsce tylko niewielka cześć odpadów jest segregowana i poddana recycklingowi , duża ich część jest składowana na wysypiskach śmieci, pozostala natomiast poddana jest spalaniu z którego to procesu w mało ekonomiczny i kosztowny dla środowiska sposób czerpiemy energię
Dzięki nowej metodzie indukcyjnej termolizy potencjał ten jest wykorzystany w blisko 99 %
(odpady z pełnego procesu to mniej niż 1%).
Technologia ta biorąc pod uwagę jej wydajność w produkcji energii pod wzgledem ekologicznym jest na najwyższym światowym poziomie.
W tym procesie odpady z tworzyw sztucznych i gumy np. opony, odpady plastikowe takie jak kubki od jogurtów, butelki, obudowy itd. są przetwarzane w stosunkowo niskich temperaturach i bez szkodliwej emisji gazów na gaz, olej, sadzę, węgiel, popiół mineralny oraz w przypadku opon również metal. Wszystkie te surowce gotowe są do ponownego użycia czyli możliwe do sprzedaży. Olej może być ewentualnie wykorzystany bezpośrednio do produkcji energii elektrycznej w generatorze diesla (opcja dodatkowa) .
Krótki opis procedury
Indukcyjna termoliza jest sposobem rozdzielania substancji organicznych w warunkach beztlenowych.
Ogrzewanie otrzymujemy poprzez grzanie gazem syntezowanym we wnętrzu reaktora (bezpośrednie ogrzewanie) oraz poprzez pierścieniowe induktory umieszczone wokół reaktora (grzanie pośrednie).
Mamy tu do czynienia z wyraźną różnicą w stosunku do tradycyjnej pirolizy.
W wyniku spalania otrzymujemy gaz wykorzystawany jako nośnik wysokiej jakości energii oraz koks, olej jak również niepalne pozostałości takie jak szkło, kamienie, metale...
W następnej fazie oddzielany jest wysokogatunkowy węgiel ( czystość 94%) może być on wykorzystywany jako źródło energii.
Olej, gaz, koks, węgiel, tłuszcze , granulat gumowy, plastikowy, pellety to tylko niektóre przyklady surowców otrzymywanych z recyklingu dzięki tej technologii.
Gaz uzyskiwany z gumy jak i tworzyw sztucznych w technologii wykorzystywanej do tej pory w większości nie jest zintegrowany z systemem ( CHP) dlatego musi być od razu spalony.
Proponowany przez nas system jest całkowicie mobilny dlatego podłączenie się do systemu CHP nie stanowi problemu. Poza tym przez to, że gaz powstaje z różnego rodzaju odpadów nie tylko z tworzyw sztucznych i gumy nasz system jest przez to bardziej rentowny.
Bilans z przetwórstwa tworzyw sztucznych
Z jednego kg tworzywa sztucznego w tym systemie możemy uzyskać około 60% oleju (0,6 kg) i 30% gazu (0,3 kg),pozostałe 10% to koksy, węgle , sadza oraz (0,1 kg) zanieczyszczeń.
Samowystarczalność energetyczną uzyskujemy poprzez użycie w trakcie recyklingu gazu z procesu . Bilans energetyczny to 0,9 kW / h energia elektryczna, około 2,7 kW / h energii cieplnej. Uzyskiwany olej może być sprzedawany w przemyśle chemicznym gdzie może być stosowany jako paliwo energetyczne. Wydajność energetyczna oleju to około
2,4 kW / h energii elektrycznej i około 7,2 kW / h energii cieplnej.
Bilans z przetwórstwa opon
Jeden kg zużytych opon (po rozdrobnieniu i usunięciu metali) to ok. 50% oleju (0,5 kg) i około 20% gazu (0,2 kg). Pozostałe 30% to koksy, węgiel, sadza i (0,3 kg) zanieczyszczenia. Gaz służy do samowystarczalności energetycznej. W bilansie energetycznym, oznacza to ze ok. 0,6 kW / h to energia elektryczna i około 1,8 kW / h energii cieplnej.
Szanse rynkowe
Ze względu na wciąż rosnące zapotrzebowanie na surowce i energię, produkcja energii z surowców wtórnych jak również odzysk tych surowców jest coraz większy. W wyniku rozwoju technologii, możemy w procesie recyklingu osiągnąć to w 95%.
Potencjał gospodarczy tego systemu zilustrujemy poprzez następujące dane:
w Niemczech jest obecnie zarejestrowanych około 20 mln pojazdów z czego każda opona waży średnio 7,5 kg. i są wymieniane co ok.4 lata. Wiele z nich nie nadaje sie do bieżnikowania i nawet jeśli tylko połowa z tych opon musi być utylizowana to daje nam ilość ponad 75.000.000 kg zużytych opon. W tych szacunkach nie ma opon do samochodów ciężarowych oraz innych odpadów z tworzyw sztucznych .
Środowisko
Przy jednoczesnym odzysku energii poprzez przetwarzanie odpadów i innych substancji obcych znacznie zmniejsza sie zanieczyszczenie środowiska jak również ograniczamy wydobycie surowców naturalnych potrzebnych na jej wytworzenie. Ponieważ proces ten jest systemem zamkniętym to do środowiska nie ma emisji metali ciężkich jak również jest praktycznie wolny od CO2 które to jest oddzielone i łączy się kolejno z wolnym atomem wodoru. W rezultacie staje sie przedmiotem innych związków węglowodorowych .
Budowa instalacji
Rozdrabniarka
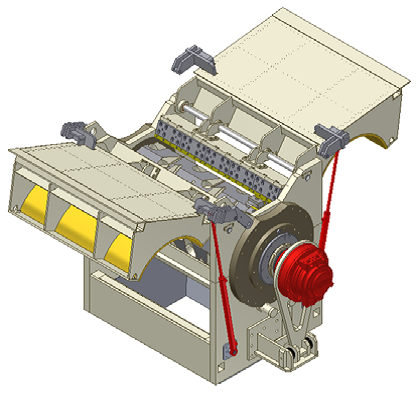
Przy tej technice rozdrabniania opony drut stalowy jest automatycznie oddzielony od gumy.
Pojemnik
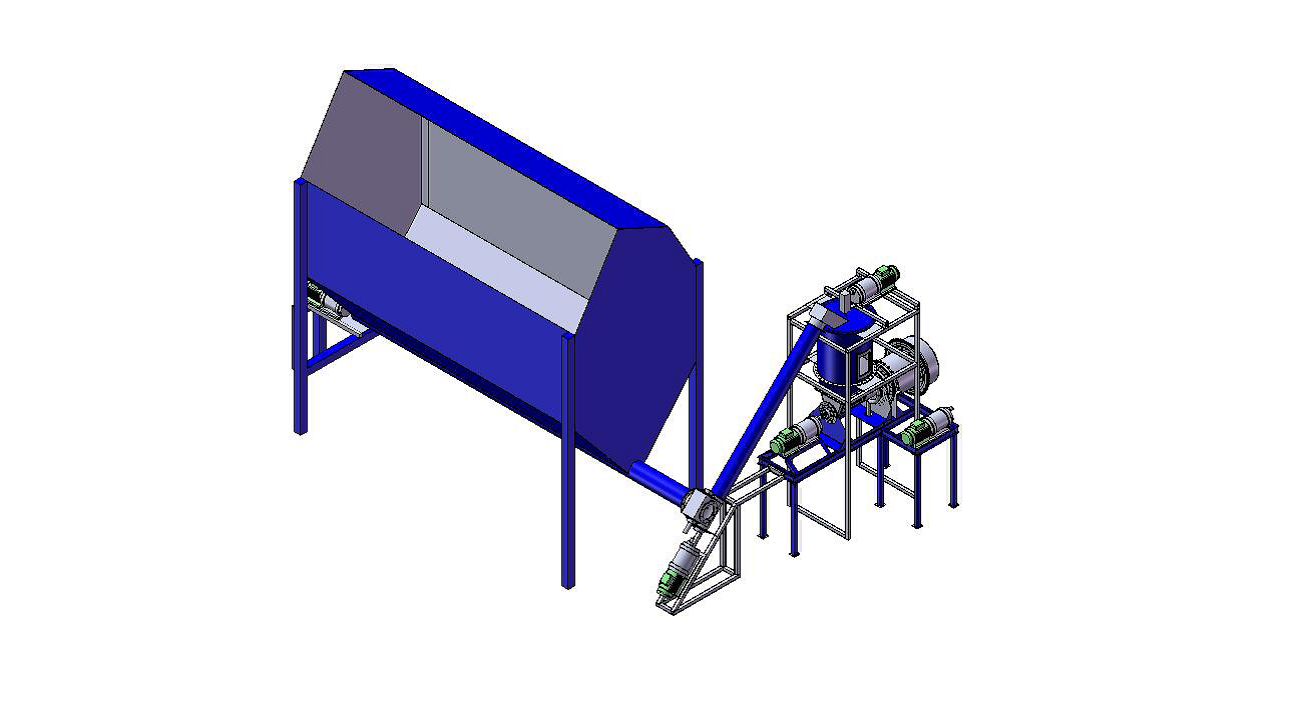
Tworzywa utylizowane będą w zasobniku podgrzewane do temperatury 150 ° C do 200 ° C .Po tej operacji przenośnikiem ślimakowym transportowane są do układu zasilającego skąd w temperaturze procesowej do reaktora indukcyjnotermolizyjnego
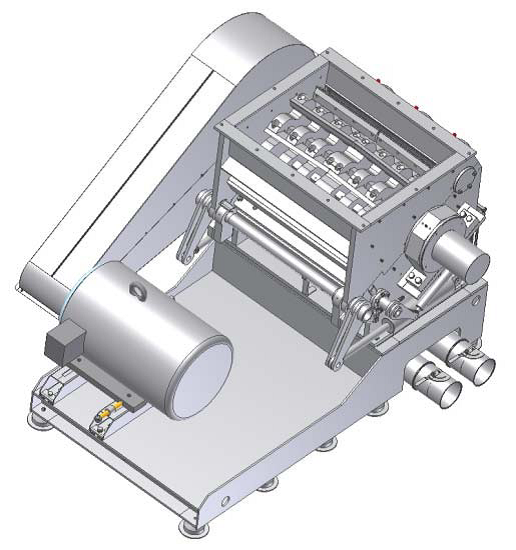
Reaktor indukcyjno-termolizyjny
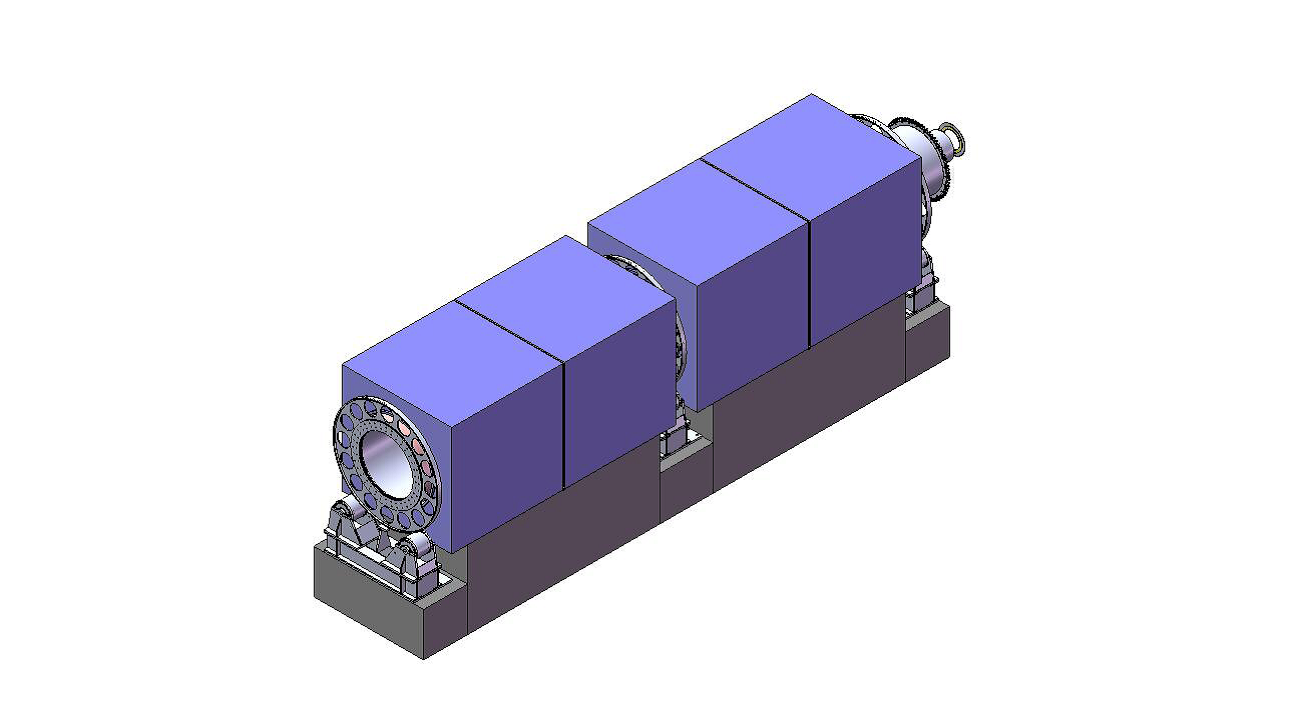
W temperaturze 650 ° C do 700 ° C, materiał z utylizowanego tworzywa jest przekształcony w węgiel i gaz.
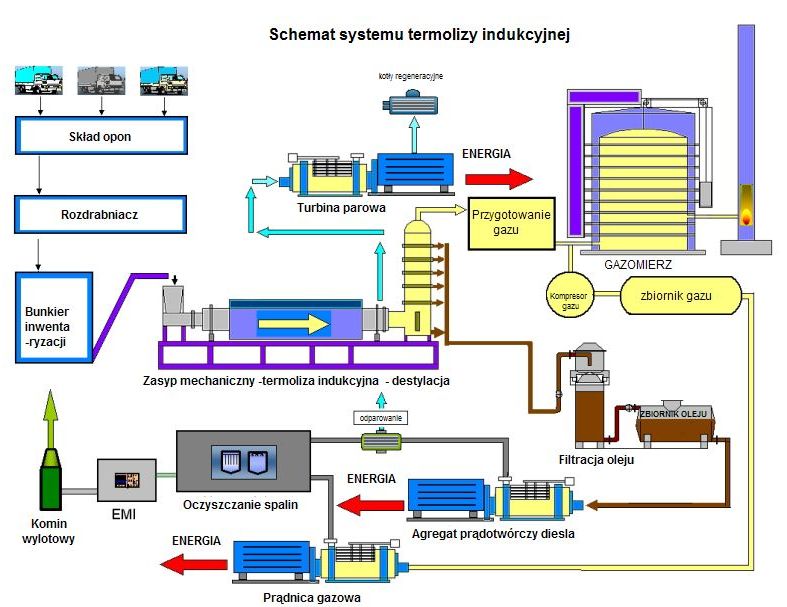
Schemat procesu destylacji
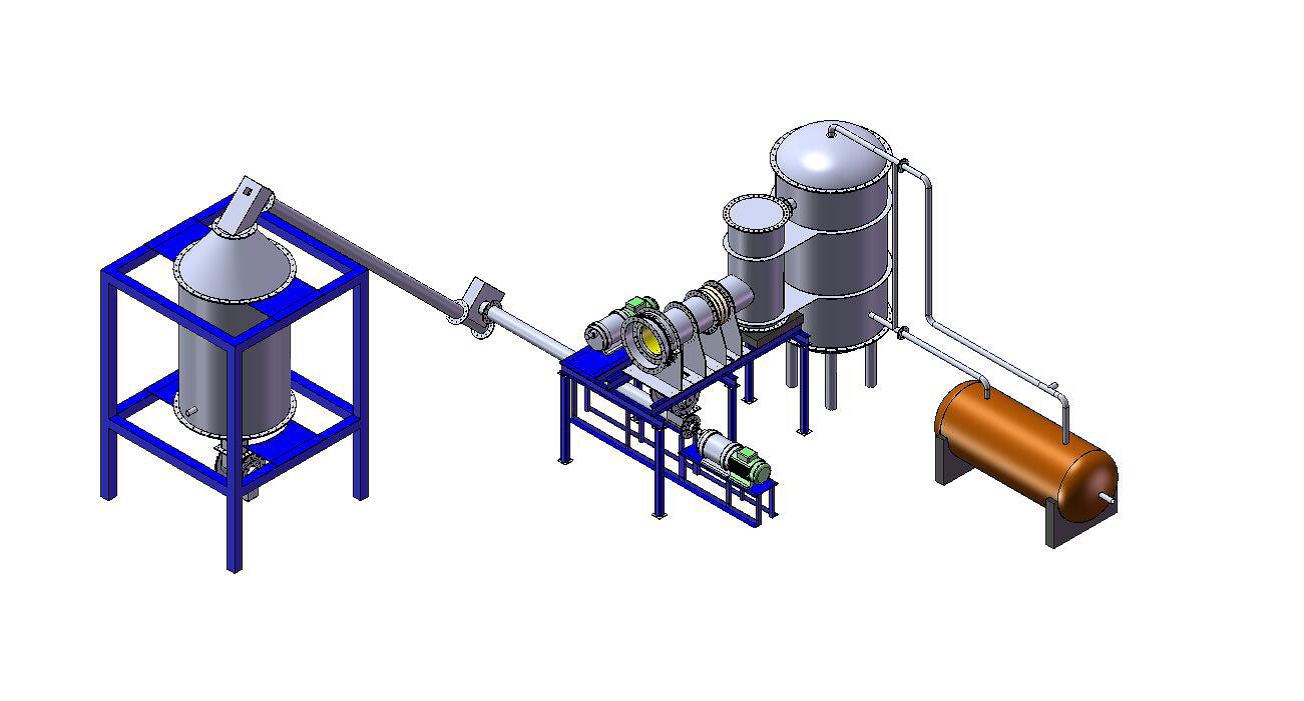
W tym układzie węgiel zostaje transportowany do oddzielnego zbiornika natomiast gaz podlega destylacji przez co zostaje skroplony i oddzielony od oleju napędowego, który po oczyszczeniu zostaje do czasu sprzedaży zmagazynowany w zbiorniku.